Wear Study

RFG hired a 3rd party accredited Tribology lab, outside of our industry and outside of material suppliers, to have a non-biased blind study of wear and friction completed.
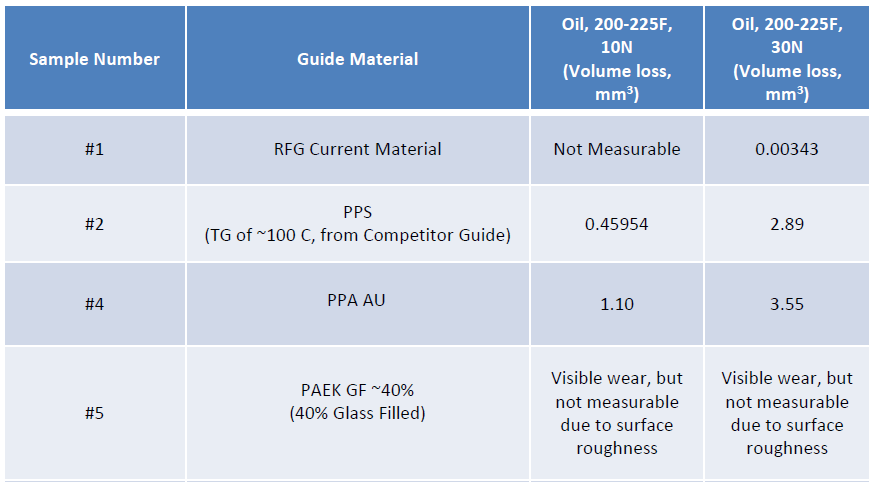
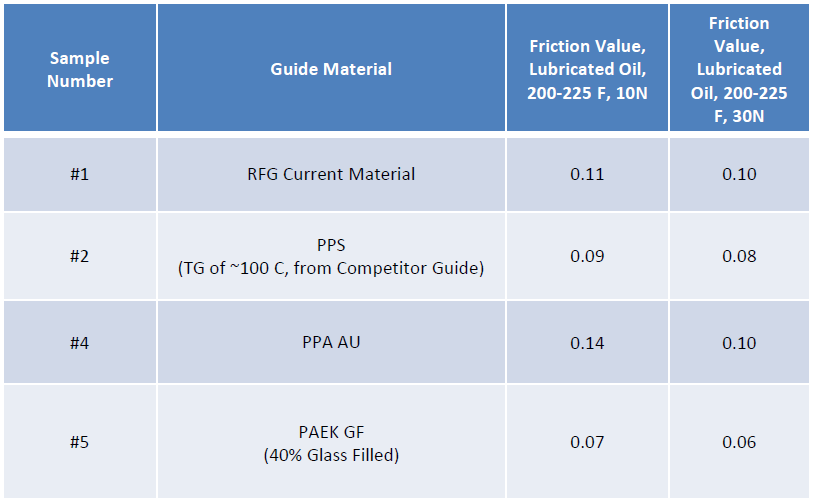
Wear is directly proportional to friction coefficient, compressive strength, and modulus. Testing was completed with a modified ASTM G133 Standard, Standard Test Method for Linearly Reciprocating Ball-on-Flat Sliding Wear.
However, test is not in full compliance with the standard because:
- The ball radius is 3 mm instead of 4.76 mm
- The normal force is 10 N and 30 N instead of 25 N
- The oscillating frequency is 1.6 Hz and 0.6 Hz instead of 5 Hz
- The test duration is longer than 16 minutes and 40 seconds, however, the sliding distance is 100 meters
- Lubrication was applied
- Heat was applied
As expected, the high glass PAEK material did not show measurable wear, but wear was observed. In oilfield applications, this transfers the wear into the tubing, which is why the market shies away from 40% glass filled materials. In fact, the market typically accepts 33% glass as the most allowable before tubing wear occurs. The less glass the better.
RFG MP Polymer Technology allows the resin system to be the wear surface, not the glass. We utilize glass filler as a strength-adder to the resin system, rather than relying on glass for a wear surface, since glass in excess can be abrasive to tubing. MP Polymer Products feature 20% Glass, we believe the lowest glass filled guiding material in the market.
Lower is better.



{kind=link}
{kind=link}
{kind=link}